











1. 甲方工况参数
Ø 废气来源:油墨生产过程中的废气
Ø 废气成分:乙酸乙酯:20-40%;正丙酯:40%;丁酯:5%;异丙醇:20%;甲苯、丁酮、甲基环乙烷、乙醇目前量少。
Ø 废气温度:25℃;
Ø 废气风量(工况):10000m³/h;
Ø 工作节拍:10h/d,300d/a;
2. 乙方设计结果
Ø 工艺路线:干式过滤+3TRTO;
Ø 型号:3TRTO-10KCMH
Ø RTO设备负荷:10000m³/h,热效率95%;
Ø RTO设备处理风量10000±30%
Ø RTO设备尺寸:约为12m×4mx5m(L×WxH),可根据实际情况进行调整;
Ø 陶瓷:MLM-200;
Ø 保温材料:高铝硅酸铝纤维模块;
Ø 处理效果:废气排放浓度达到浙江省DB33-16297-1996《大气污染物综合排放标准》中排放要求:
|
废气成分
|
排放标准
|
|
乙酸乙酯
|
≤200mg/m³
|
|
正丙酯
|
≤300mg/m³
|
|
丁酯
|
≤200mg/m3
|
|
异丙醇
|
≤750mg/m3
|
2.1 工艺路线
收集池有机废气经过前处理,利用RTO焚烧时可以大幅度减少能源的消耗,有机废气在RTO内,经过高温热力作用下被氧化分解为二氧化碳和水,经过烟囱达标排放。
2.2 公用工程条件
表1 公用工程条件
|
项目
|
要求
|
装机容量
|
单位
|
备注
|
|
|
电力
|
RTO主风机
|
220V/380V,50Hz
|
22
|
kw
|
|
|
助燃风机
|
2.2
|
kw
|
|||
|
电气控制组件
|
1
|
kw
|
|||
|
小计
|
25.2
|
kw
|
|||
|
压缩空气
|
气动阀门
|
≥ 0.6 MPa
|
11
|
m3/h
|
|
|
天然气
|
燃烧器
|
0.03-0.06 MPa
|
150
|
m3/h
|
|
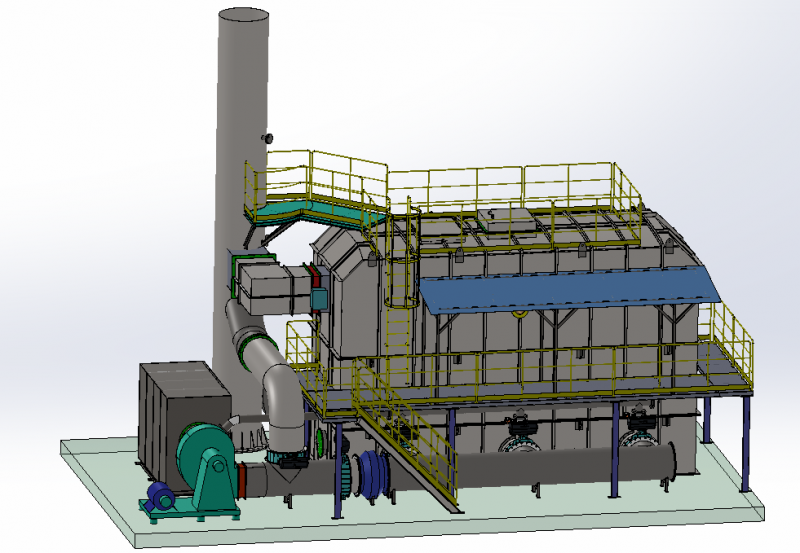
2.3 三床RTO
蓄热式热力氧化炉(Regenerative Thermal Oxidizer,RTO),原理是把有机废气加热到760℃以上,停留时间大于1秒,使废气中的VOCs在氧化分解成二氧化碳和水。氧化产生的高温气体流经陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入炉体的有机废气,从而节省废气升温的燃料消耗,降低运行成本。
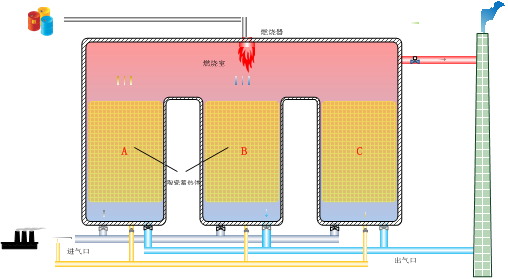
陶瓷蓄热体应分成三区,每个蓄热室依次经历蓄热-放热-清扫等程序,周而复始,连续工作。蓄热室“放热”后应立即引入适量洁净空气对该蓄热室进行清扫,以保证VOCs去除率,只有待清扫完成后才能进入“蓄热”程序。
氧化室有两个作用:一是保证废气燃烧能达到设计的氧化温度,二是保证有足够的停留时间使废气中的VOCs充分氧化。
冷启动预热时通过燃烧器系统提高炉温,正常运行时大部分热量能被蓄热陶瓷床回收,当废气中可燃成分浓度过低时,依靠燃烧辅助燃料(柴油或天然气)来提升炉膛温度。当炉膛温度过高时,可由炉膛温度控制的高温排空阀门将部分热量释放。
工艺原理:
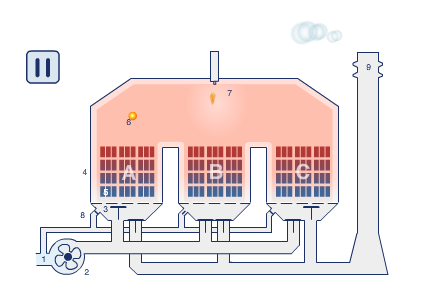
三床式RTO是由三台蓄热室组成,当三床式RTO正常运行时,三台蓄热室分别处于废气预热阶段、烟气放热阶段及吹扫冲洗阶段。由于三床式RTO比两床式RTO增加了吹扫冲洗过程,有效的避免了两床式RTO在阀门切换过程中造成的废气直接走短路与净化气体一起排入环境而造成的瞬时不合格现象。
RTO蓄热床工作周期表
|
时间
|
T
|
2T
|
3T
|
…
|
||||||
|
A床
|
进气
|
吹扫
|
出气
|
进气
|
吹扫
|
出气
|
进气
|
吹扫
|
出气
|
…
|
|
B床
|
出气
|
进气
|
吹扫
|
出气
|
进气
|
吹扫
|
出气
|
进气
|
吹扫
|
…
|
|
C床
|
吹扫
|
出气
|
进气
|
吹扫
|
出气
|
进气
|
吹扫
|
出气
|
进气
|
…
|
通过由PLC控制的相关气动阀的切换,使废气周期性地分别进入3个陶瓷蓄热床,并通过3个陶瓷蓄热床轮换进入蓄热(出气)-放热(进气)-吹扫过程,使废气能够被持续地氧化处理,并保证处理效果的稳定。
设备图片


2.4 蓄热陶瓷
设备采用致密堇青石材料的蓄热陶瓷,与普通陶瓷相比具有显著的耐热冲击性能和低热膨胀系数等优势,比普瓷等材料更适合用于换热工况条件下的废气处理中。MLM系列陶瓷特点:
1. MLM具有良好的抗堵塞性 ;
2.多层陶瓷板模块设计,升温后蓄热陶瓷不残留热应力 ;
3.气流通过MLM的压力降低,降低运行成本 ;
4.气流分布均匀,湍流度高,换热效率高 ;
5.MLM90度交叉安装,避免安装错位产生压力降激增问题 ,现场安装的适应性强,MLM易于维护;
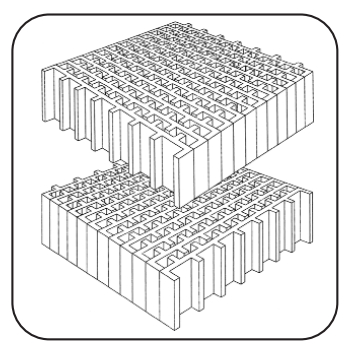
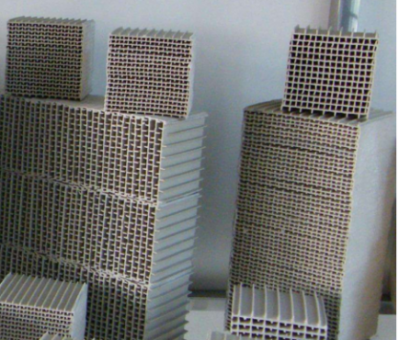
图 蓄热陶瓷外观图
2.5 燃烧室及保温
燃烧室外壳采用8mm的Q235B钢板制作,型钢加强,使用高铝型硅酸铝纤维棉进行保温,保温厚度250mm,耐温1260℃保温效果优于普铝或高纯型纤维棉。外表面温度不高于环境温度50℃(燃烧嘴部分除外;保温按照GB4272《设备及管道保温设计通则》),高温部分设警示标志。
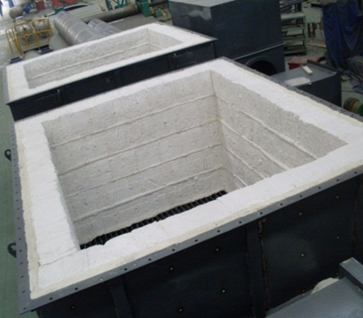
图 保温中的RTO设备箱体
2.6 燃烧器
燃烧器也叫燃烧机,按照燃料可分为燃油燃烧器、燃气燃烧器及燃油燃气两用的几种类型;我们选择麦克森MAXON、North American北美、天时Eclipse等知名品牌;保证产品性能的可靠性、质量稳定性;调节比大,控温精度高,节约能源;燃烧洁净,产生的氮氧化物极低;符合欧美安全标准,安全性高。
该燃烧器为连续比例调节式(根据系统需要自动调节燃气量),带金属安全阀,具有大调节比,燃料燃烧充分,不形成NOx、CO 的二次污染,燃烧室设视孔(镜),安全可靠,使用寿命长。燃烧器系统燃油及燃气管路采用欧洲标准设计,双重关断阀设计,设火焰UV 探测器、Honeywell 控制器。
比例调节阀是根据炉膛所需的温度变化来调节其开度,节省燃料,燃料和助燃空气的流量同步调节,保持壹定比例,实现稳定完全燃烧。
供燃料气管路含稳压阀,稳定供气压力,还含有高低压保护,因如燃烧器前管路或阀门问题导致前方压力过低或过高,低压或高压保护作用开启,电磁阀自动切断燃料。
UV 火焰探测器时刻对燃烧器火焰进行感应,正常燃烧时,火焰信号显示,当无火焰时供燃料管路电磁阀关闭状态;燃烧火焰熄灭时,供燃料管路中电磁阀自动关闭切断燃料,起安全保护作用。
燃烧器的主要关断阀的到位信号与PLC 控制连接,在阀门未关闭到位的情况下,立即报警。


图 燃烧器烧嘴与管路
2.7 送风及阀门系统
风机采用防火花结构设计,强化设备的安全性。
主风机采用变频控制,系统在运行过程中,可随着风量的变化,通过风机前管道压力变化控制风机频率,改变风机风量,节能降耗,并确保用户范围生产线的稳定。
RTO系统采用软密封圈型蝶阀,阀门开启后蝶板能迅即脱离阀座、大幅度地消除了蝶板与阀座的过度挤压和刮擦现象,减轻了开启阻距、降低了磨损、提高了阀座寿命。
2.8 PLC自动控制系统
型式:室内控制柜,下方出线孔,风扇冷却
材质:Q235,喷塑柜
尺寸:500×400×1200mm(根据实际情况会有调整)
PLC Siemens S7-1200(客户选配)
仪器仪表:IP65, IP55
采用更稳定、均匀的程序升温控制模式,延长保温材料及陶瓷的使用寿命;
开关柜留20%的备用量,设以太网接口模块;
按照相关电气规范要求,安装停电保护、过载保护、漏电故障保护等安全防护装置;
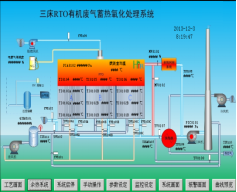
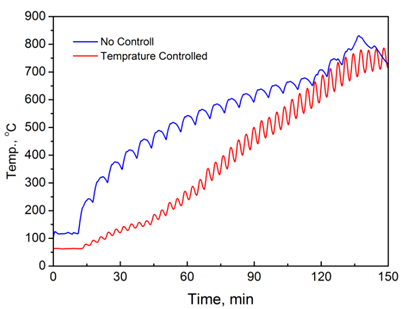
图3.8.1 RTO的触摸屏控制界面(HMI) 图3.8.2 RTO设备升温曲线(蓝线:无程序升温控制;红线:程序升温控制)
l RTO触摸屏控制界面见图3.8.1,对各处温度、压力、报警记录等进行自动记录
l 采用程序升温控制的RTO设备温升曲线见图3.8.2。
l PLC自动控制系统,对关键设备单元的运行状态、关键点的温度和压力进行监测,并进行自动记录,便于评估设备的运行情况;
2.9 爆破片
RTO炉体上一般设有爆破片装置,由爆破片和夹持器等装配组成的压力泄放安全装置,当爆破片两侧的压力差达到预定温度下的预定值时,爆破片即刻动作,泄放出压力介质。型式一般选用平板开缝型爆破片,由于炉体问题较高,爆破片装置一般选用不锈钢材质。
3. 安全与节能
设备在设计时,充分考虑了设备在运行、维护时的安全与节能性能,分别体现在电气控制、机械结构、工艺设置等几个方面。
3.1 工艺设计
工艺设计上,针对有机废气可能存在的易燃易爆的特点,分别作以下设计:
l 设备在废气入口处,设置新鲜风入口,在系统启动、故障、关机时,作为系统吹扫用,防止设备发生意外;
l 设备在加热时,按照程控升温模式进行,减少对蓄热陶瓷以及催化剂的热冲击,使用寿命比无控制模式的工作条件下延长20%以上;
l 设置应急旁路,通过三通阀自动切换,在设备故障停机或突然断电等异常情况下,均不会影响客户现场生产;
l RTO上方设置爆破片,防止设备受损,确保设备在紧急状态下具有安全系;
l RTO入口前增加阻火器,有效防止设备火灾危险;
3.2 机械结构
考虑到有机废气处理针对易燃易爆、流动性强、变化隐蔽等特点,设备在机械结构上进行了安全设计。
l 设备在箱体顶部分别设置泄爆片,泄爆压力10 kPaG,确保设备在紧急状态下具有安全系数;
l 设备的结构及取样口等处采用人性化设计,提高工作人员的操作体验和安全系数;
l 在设备表面设置警示安全标志,在设备关键部件处设置操作提示或警示;
l 设备高温管道部分,进行充分保温,保证外部温度不超过环境温度±50℃;
l 设备选用高隔热性能的高铝硅酸铝纤维棉,设备保温效果好,热损失小,节约能源,客户运行成本低。
3.3 电气控制
采用西门子、台达等知名PLC控制产品进行电气控制,对系统进出口、炉膛、蓄热床等关键部位的控制点(如LEL监测器(可选项)、温度、压力等)进行记录,并通过自编程序进行逻辑控制。
设备启动、停止、故障等不同状态下,PLC能够自动执行不同控制模式,降低设备的待机能耗;
在设备温度、压力等控制点发生异常时,发出声光报警信号,并自动做应急处理;
设备PLC控制系统预留车间急停信号,作为设备控制优先等级的控制点;
PLC系统自动记录设备运行的关键控制点,在设备维护和使用过程中能够提供可靠数据支持。
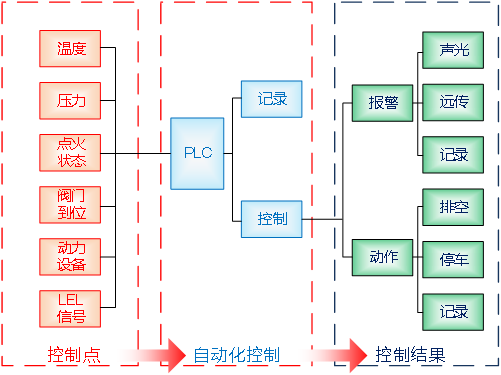
系统控制逻辑图
l 设有断气保护系统,设计的应急排空系统,即使在断气状态下,也会保证应急排空处于开启状态,可以防止客户车间气体不能有效排出而引起的超压现象。
l 断电保护措施:选用单作用电磁换向阀,即使断电情况下,电磁阀会自动复位,确保安全性能;
l 系统安装停电保护、过载保护、线路故障保护和误操作等安全保护装置,所有电气设备均可靠接地,保证系统在特殊状态下的安全性;
4. 项目工程范围
4.1 甲乙双方项目工作内容
|
编号
|
工作内容
|
范围
|
||
|
甲方
|
乙方
|
备注
|
||
|
一
|
设计阶段
|
|||
|
1
|
项目尾气参数及处理要求
|
√
|
可参照乙方提供设计参数表格所需内容,进行提供,如甲方不确定,可通过第三方进行检测。
|
|
|
2
|
设备使用地点及摆放位置空间
|
√
|
||
|
3
|
工程界限界定
|
√
|
√
|
甲乙双方公用约定
|
|
3
|
设备使用频率及控制要求
|
√
|
||
|
4
|
公用工程条件
(电力、水、压缩空气)
|
√
|
||
|
5
|
特殊相关要求
|
√
|
||
|
7
|
技术方案及工艺流程
|
√
|
||
|
8
|
设备清单
|
√
|
||
|
9
|
公用工程消耗清单
|
√
|
||
|
10
|
系统简易流程说明
|
√
|
||
|
二
|
项目实施阶段
|
|||
|
1
|
合同及技术协议确认
|
√
|
√
|
|
|
2
|
工艺流程图及流程说明
|
√
|
甲乙双方签字认可
|
|
|
3
|
设备整体布局图及设备基础要求
|
√
|
合同签订后15日内
|
|
|
4
|
设备工程图(尺寸平面图)
|
√
|
合同签订后15日内
|
|
|
4
|
设备地基基础施工
|
√
|
||
|
5
|
公用工程配套内容施工
|
√
|
||
|
6
|
设备交工资料(含设备使用说明书)
|
√
|
验收前一周
|
|
|
7
|
设备制造及运输
|
√
|
||
|
8
|
设备安装
|
√
|
||
|
9
|
设备调试
|
√
|
||
|
10
|
性能验收
|
√
|
||
|
11
|
正常运行维护
|
√
|
||
|
12
|
半年设备运行巡检
|
√
|
√
|
乙方定期回访
|
4.2 项目工期
|
编号
|
资料名称
|
时间
|
备注
|
|
1
|
设计、制造时间
|
50
|
|
|
2
|
安装时间
|
15
|
|
|
3
|
调试时间
|
8
|
|
|
4
|
培训时间
|
2
|
4.3 项目不包含内容
Ø 到系统使用所需压缩空气及管道;
Ø 到系统控制柜的电源及电缆;
Ø 到系统所需天然气及管道;
Ø 系统消防安全设施;
5. 售后服务
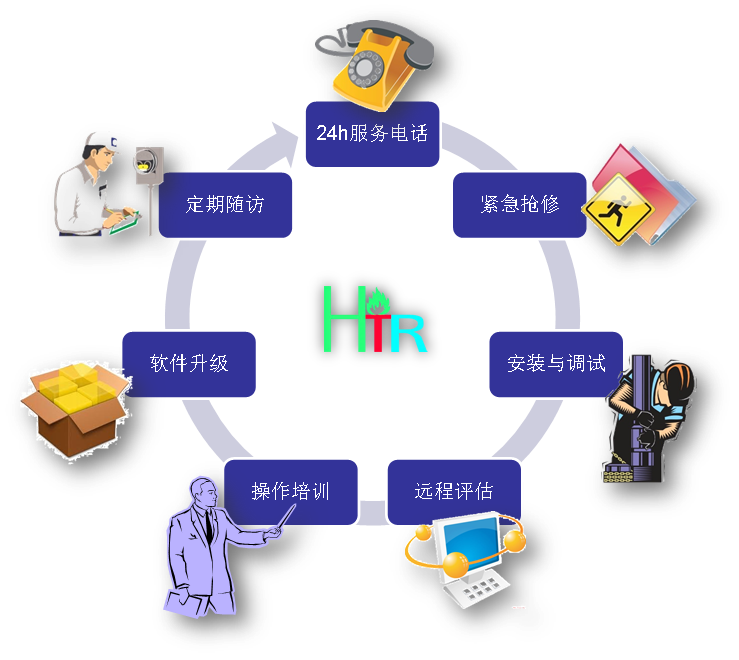
售后服务示意图
提供24h服务电话,在接到客户技术服务请求的通知后 24小时内,到达客户现场;
提供安装与调试服务,并提供紧急抢修服务;
在质保期内对所供设备实行免费三包。
为用户提供免费技术服务,提供远程数据评估。
为客户操作人员提供全面的技术培训。
为客户操作人员提供PLC软件的升级服务。
为客户提供定期随访服务。
6. 备注
本方案根据客户提供的废气参数设计,若废气参数发生变更,设计方案可能会发生变化。
方案中的各项指标数据以设备试运行后的结果为准。























 冀公网安备13010402002621
冀公网安备13010402002621